Version:1.0StartHTML:000000379HTML:000659667StartFragment:000630504Fragment:000659599StartSelection:000630504Selection:000659595SourceURL:;mid=2247499340idx=1sn=ac52f0e62358305a28b70f464088bd81chksm=fc36c42acb414d3c64bfac08c83f7faadc839fa2f5ff7740cffb8cbb7b507aacf7b9166dc9abtoken=381559293lang=zh_CN
CVC技术是德国SMS公司于1982年开始研制的,一般称之为辊缝连续可变凸度控制技术。最初应用在两辊轧机上,并获得了成功。近几年在四辊和六辊轧机上已普遍采用,并取得了显著成效。
1、CVC轧机工作原理
CVC轧机将工作辊或中间辊的辊面加工成S形瓶状结构,两轧辊大小头在轧机上相互成180°方向配置,可以在轴向相反方向上移动,形成正负辊缝凸度,因轴向移动距离是无级的,因而可以形成连续变化辊缝凸度的控制效果。CVC系统与液压压下、液压弯辊和轧辊分段冷却组成板带平直度控制的闭环系统,效果十分理想。
如图1“a”所示为当CVC工作辊没有移动,辊缝高度在整个辊身上保持一致时的情况,由于带材的宽厚比较大,尽管辊缝存在轻微的S形,也不会对板带平直度造成可以检测到的影响,这时对板带平直度的控制与图中“b”平辊轧制时相同。如果上下辊进行轴向移动如图中“c”,则辊缝将产生如图中“d”一样的正凸度,移动行程越大则正凸度越大。反之如图中“e”那样轴向移动轧辊则辊缝会产生如图中“f”一样的负凸度,凸度与位移成正比。这就是CVC轧机辊缝凸度连续可控的基本原理。尽管相互倒置的S形轧辊会在辊身长度方向上产生轧辊直径差,一般这个差值在0.3~0.8mm之间。这个差值导致轧辊产生0.05%~0.4%的线速度差,如图2。然而,这一速度差与轧辊和轧件的速度差相比是微不足道的。一般来说,轧辊与轧件在前滑区内的速度差可达5%~40%。
CVC6轧机,一般支承辊及工作辊的辊面均采用平辊,上下中间辊辊面为S形180°倒置,可以实现反方向轴向移动,工作辊及中间辊设置正负弯辊系统。但也有工作辊采用CVC辊型的CVC轧机。目前,CVC技术的发展日趋完善。据SMS公司统计,到1988年为止,SMS在世界各地已建成72套各种CVC冷热轧机和平整机。
2、六辊CVC轧机结构
目前,典型的CVC轧机为CVC4和CVC6,CVC6是在CVC4轧机的基础上发展而来的。近期冷轧宽带钢基本采用CVC和UCM轧机,SMS公司的冷轧最新报价,
CVC6轧机居多。CVC轧机主要由机架、支承辊系、中间辊系、工作辊系、CVC横移机构、主传动装置、压下机构、轧线调整装置、弯辊缸块及其它轧机附件组成。
CVC辊型:CVC轧机与HC轧机、UCM轧机的根本区别,在于辊型的磨削曲线不同,CVC轧机的辊型曲线为瓶状的“S”型,一般来说,这个曲线只存在于工作辊或中间辊,但是如果“S”型的辊径差△时,支承辊也应磨削成相应的“S”型曲线。图3为CVC轧辊磨削曲线,图4为对应的CVC轧辊外形。
图5所示为某一台轧机的CVC辊组几何形状,CVC轴向移动距离±100mm产生的凸度变化相当于100~500μm的传统轧辊磨削凸度的影响。为达到这个目的,设计的S形轧辊的半径差仅为273μm,由此引起的上下辊的最大线速度差为0.076%。CVC轧机中工作辊、中间辊、支承辊可分别承担不同的任务,如:控制带材的断面形状、平直度、边部减薄、轧辊的磨损和表面质量等。当然,这些目的的实现并不是完全独立的,是CVC辊型及CVC横移弯辊装置、分段冷却系统等相互配合实现优化控制的结果。
3、结语
近年来,经过多台CVC轧机的生产实践,证明CVC技术有如下优点:由于辊缝断面可连续调整,对规定的轧制参数具有高度适应性;由于使用经过优选的工作辊,压下量可以很大;轧出的带材,有良好的平直度和表面质量;轧件边部减薄明显改善;由于轧辊的库存量可以减小,即整个产品范围可用同一个CVC辊轧制,因而降低了轧辊成本。

-
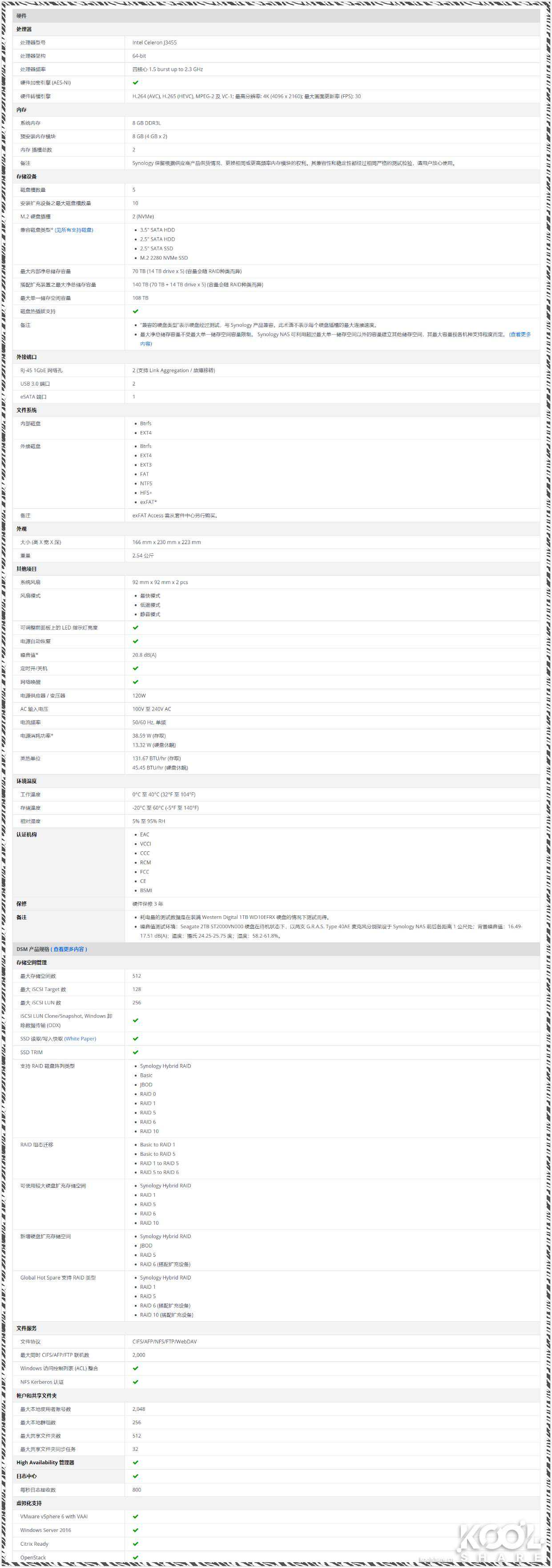
群晖5盘位旗舰网络储存服务器DS1019+搭配DX517扩展柜开箱评测
2025-04-25 -
 2025-09-28
2025-09-28 -

Arduino发布了两款Pro系列产品,包括4G通信模块和载板
2025-03-14 -
 2025-09-12
2025-09-12
-
科技,为项目建设赋能——甘肃省博物馆扩建工程项目建设见闻
2025-11-21 -
辽宁省大连市公安局高新园区分局凌水派出所:科技赋能谱写基层社会治理新篇章
2026-01-28 -
2023年天文学热点回眸 | 科技导报
2025-07-24 -
飞骧科技冲刺科创板:年亏损3.4亿 实控人龙华背债7661万
2025-10-16